
www.ptreview.co.uk
08
'26
Written on Modified on
Allied Vision Camera Tracks LPBF Defect Formation
KU Leuven correlated high-speed optical monitoring data with subsurface porosity measurements to improve real-time process control in metal additive manufacturing.
www.alliedvision.com
Laser Powder Bed Fusion (LPBF) systems increasingly rely on in-situ monitoring to improve process stability and reduce defect rates in metal additive manufacturing. Detecting subsurface flaws during printing remains difficult because many defects originate beneath the active layer and cannot be identified through conventional optical inspection alone. In this context, Allied Vision reported that researchers at KU Leuven used the EoSens 3CL high-speed camera to correlate real-time process signatures with internal porosity in LPBF builds.
Spatter Behavior and Part Integrity
LPBF uses a high-powered laser to selectively melt and fuse metal powder layer by layer. Although the process enables the production of complex metal components for aerospace, medical, automotive, and industrial applications, many defects originate beneath the active build layer and remain difficult to detect during printing.
One major source of these defects is spatter generated from the melt pool during laser fusion. Ejected molten droplets can oxidize in flight before redepositing on the powder bed, contributing to inclusions, irregular layer thickness, surface roughness variation, microstructural inconsistencies, and process-induced porosity.
Because spatter count, speed, and direction can be measured optically, these parameters are increasingly used as physics-based indicators in additive manufacturing monitoring systems.
High-Speed Imaging at 20,000 Frames Per Second
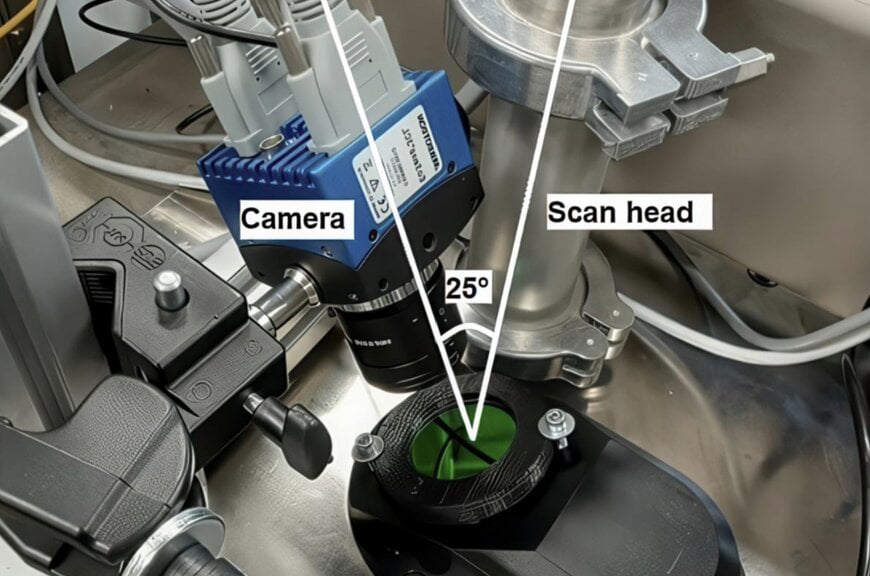
The KU Leuven team mounted the EoSens 3CL camera off-axis at 25 degrees relative to the build plate without altering the LPBF machine optics or laser path. Using a 30 microsecond exposure time and a 975 nm short-wave-pass filter, the system captured emissions across the 350-975 nm visible-to-near-infrared range during 316L stainless steel single-track fusion tests.
Operating at 20,000 frames per second, the camera recorded a 12 mm × 12 mm field of view at approximately 100 micrometers per pixel resolution, allowing individual spatter events to be resolved frame by frame.
Researchers extracted five process indicators from the captured image data: process zone length-to-width ratio, process zone area, process zone mean intensity, spatter speed, and spatter count. Measured droplet spatter velocities ranged from 0.4 m/s to 7.8 m/s across different laser power and scan speed conditions.
Scan Speed and Instability Correlation
The study identified scan speed as a major contributor to process instability. The largest process zone areas and aspect ratios appeared under Plateau-Rayleigh instability conditions associated with combinations of high laser power and elevated scan speeds.
The camera’s Camera Link interface was integrated with an NI PXI acquisition system synchronized with MCP controller data at 100 kHz. This enabled frame-level temporal alignment between optical monitoring data and machine process parameters at production-scale scan speeds.
The monitoring setup functioned without physical modification of the LPBF machine, making the sensing approach machine-agnostic and non-invasive for industrial additive manufacturing environments.
Real-Time Monitoring Linked to Subsurface Porosity
The study established a direct correlation between spatter counts captured in real time and keyhole porosity counts measured later through X-ray computed tomography (X-CT). The result demonstrated that surface-level optical signatures can be used to predict internal volumetric defects without direct inspection of the printed component.
Surface topography measurements validated the camera-derived spatter analysis through cross-correlation template matching, while a finite element model accurately predicted melt pool geometry across multiple parameter sets.
The findings support the development of closed-loop LPBF control systems that combine high-speed optical sensing with automated process adjustment. Such systems are becoming increasingly relevant in digital manufacturing workflows focused on reducing scrap rates, improving repeatability, and minimizing post-process inspection requirements.
Edited by Aishwarya Mambet, Induportals Editor, with AI assistance.
www.alliedvision.com
