
www.ptreview.co.uk
22
'26
Written on Modified on
XPlanar cuts production lead time from weeks to hours
Researchers at Aalborg University are among the first worldwide to test Beckhoff’s XPlanar transport system in advanced laser processes, enabling flexible, software-controlled production of precision metal components.
www.beckhoff.com
Application Area: Planar Motor Transport Systems, Magnetic Levitation Mechanics, Multi-Axis Laser Processing Simulation
Industry Sector: Metallurgy, Advanced Manufacturing, Machine Tool Systems, Academic Research Engineering
Aalborg University (AAU) has deployed the Beckhoff XPlanar planar motor transport system within its Department of Materials and Production to transition from fixed, tool-based sheet metal manufacturing to a software-controlled digital production architecture. The technical deployment integrates magnetic levitation transport cells and a unified automation software interface to replace large hydraulic presses and dedicated brake brakes with modular, six-degree-of-freedom workpiece positioning. By shifting parts handling from traditional articulated robots or manual positioning setups to floating permanent-magnet movers, the research facility eliminates multi-week tooling lead times, stabilizes workpiece trajectories during precision laser manipulation, and minimizes raw material processing waste.
Overcoming Long Tooling Lead Times and Robot Trajectory Tolerances in Low-Volume Fabrication
Small and medium-sized series metal manufacturing operations have historically been limited by heavy machinery setup constraints and rigid mechanical tooling requirements. In a conventional manufacturing line, forming, bending, or engraving custom steel components requires large industrial presses, complex multi-part bending tools, and manual stock handling. This workflow regularly demands capital-intensive tool design phases, inducing lead times of four to six weeks before a new part profile can enter active production. Furthermore, because conventional fabrication setups rely on separate, non-communicating machines for distinct process steps, workpieces must be transferred manually between standalone stations, which introduces manufacturing delays, localized positioning discrepancies, and part-to-part geometric variations.
To bypass these fixed-tool constraints, researchers at Aalborg University sought a fully digital production framework that could execute high-precision forming and engraving using localized, computer-controlled laser technology. However, implementing this method required a high-speed material handling mechanism capable of steering metal workpieces beneath a stationary laser head with micrometer-level precision. Standard multi-axis articulated robots were found to be insufficient, as their inherent joint tolerances and structural backlash profiles fail to deliver the uniform path tracking and high repeatability needed for precision laser manipulation. To eliminate these kinematic inaccuracies, secure precise component positioning, and combine diverse material processing operations within a single workstation footprint, the university selected an open, magnetic-levitation software control architecture.
Implementing Independent Magnetic Levitation Movers for Continuous All-in-One Laser Processing
The deployment of the modular planar motor infrastructure unifies high-speed magnetic transport, multi-axis spatial adjustments, and open-interface machine automation into a singular, cohesive laser platform:
- Six-Degree-of-Freedom Magnetic Levitation: The system operates by hovering electrically passive permanent-magnet movers over a compact grid of active electromagnetic tiles. Workpieces are secured directly to specialized carriers on the movers, allowing the system to execute rapid horizontal, vertical, tilting, and 360-degree rotational path trajectories with a registered repeatable accuracy of ±5 µm across six spatial axes.
- All-in-One Process Integration and Parallel Manufacturing: By controlling the physical path of the workpiece carrier rather than maneuvering a heavy laser head via multi-axis gantries, the facility unifies engraving, laser bending, and rapid material shaping within one unified workspace. The open software architecture supports the simultaneous coordination of independent movers configured for distinct product designs, allowing researchers to run parallel prototyping sequences and monitor manufacturing differences in real time.
- Optimized Thermal Handover and Waste Mitigation: The tracking software manages automated component queues by moving freshly cut or laser-bent metal sheets aside to cool down on designated tile sectors while simultaneously routing new material under the optical processing head. Shifting to this software-controlled on-demand methodology minimizes the total timeline from initial CAD design to a finished part to a window of just one to two hours, while systematically reducing raw material shearing and overproduction waste by at least 10 percent.
- Open Software Platform and Multi-Protocol Connectivity: Software developers utilize TwinCAT as an open, unified control engine to govern the entire mechatronic network. The platform's flexible software modules and multi-vendor driver interfaces enable the direct integration of external thermal sensors, digital image processing cameras, and industrial laser sub-systems into a single runtime environment without locking the facility into a proprietary single-manufacturer hardware architecture.
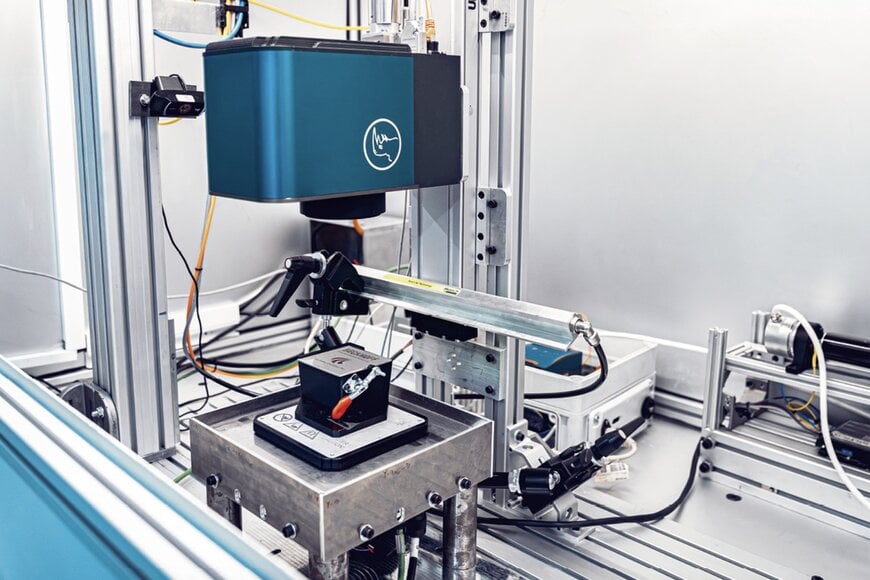
AAU system for researching new ways of developing and manufacturing metal parts
Additional Context
The section below includes technical specifications not included in the original application story.
Operational Capabilities of Planar Motor Systems
Modern industrial planar motor platforms alter product routing by substituting traditional mechanical components—such as belt conveyors, rotary tables, and indexers—with independent mechatronic movers that levitate using software-controlled electromagnetic fields.
- Frictionless Kinematic Precision: Because the floating carriers generate no physical contact with the underlying base tiles, the mechatronic system eliminates mechanical friction, component wear, and structural abrasion. This contactless operation achieves continuous positioning repeatability of down to ±5 µm while preventing the generation of particulate debris common in cleanroom or precision machining applications.
- Dynamic Handling Capacity: Linear transport profiles support high-velocity transitions, with passive movers capable of traveling at maximum velocities of up to 3 m/s across multi-tile configurations, ensuring minimal non-productive travel intervals between specialized processing nodes.
- Multi-Axis Spatial Control: Beyond standard two-dimensional planar positioning along X and Y axes, the integrated software control loop permits precision adjustment of hovering heights, tilting angles, and full 360-degree rotation, transforming the material carrier itself into an active multi-axis positioning stage.
Structural Comparison of Material Transport Architectures
Transitioning from conventional mechanical conveyors or articulated industrial robots to an integrated 3D planar motor infrastructure introduces core structural changes to factory automation design:
Transitioning from conventional mechanical conveyors or articulated industrial robots to an integrated 3D planar motor infrastructure introduces core structural changes to factory automation design:
- Data and Path Synchronization: Under a traditional robotic handling setup, path tracking is frequently fragmented, requiring separate coordinate translation steps and manual handshake signaling between the external robot controller and the primary machine-tool logic. Conversely, a planar motor digital twin platform provides unified path synchronization, governing both transport routing and high-precision spatial processing through a single, centralized industrial PC.
- Process Flexibility and Scalability: Legacy mechanical transfer systems offer low operational flexibility, as modifying a product layout or adding new machine steps requires manual factory floor reconfiguration, physical conveyor re-tracking, and extended downtime. An electromagnetic planar motor layout features high modularity, allowing engineers to scale or expand production capabilities simply by bolting on additional base tiles and deploying new software-defined path instructions to the existing mover fleet.
- Asset Utilization: Traditional sequential manufacturing lines suffer from inefficient machine utilization, as entire sections of the line are forced to wait or pause if a single component requires prolonged processing or localized thermal cooling phases. An active planar motor network establishes continuous asset optimization by utilizing asynchronous routing algorithms; individual movers can deviate from the primary path to hold parts in dedicated buffering or cooling zones while alternative shuttles proceed through the active laser workstation without interruption.
Edited by Romila DSilva, Induportals Editor, with AI assistance.
